


| 特色服务 | 可根据客户需要来样订制 |
|---|---|
| 材质 | PP/ABS/TPU等 |
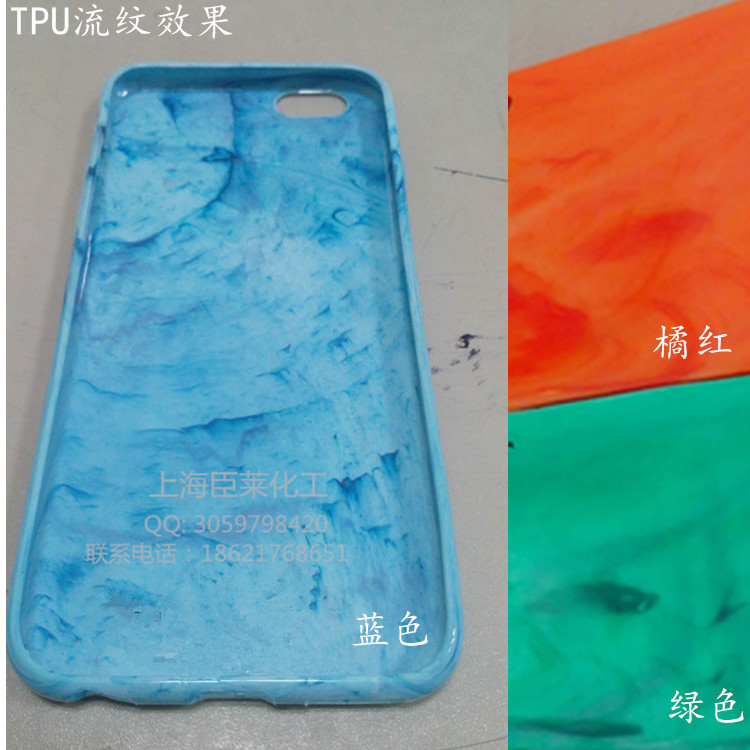
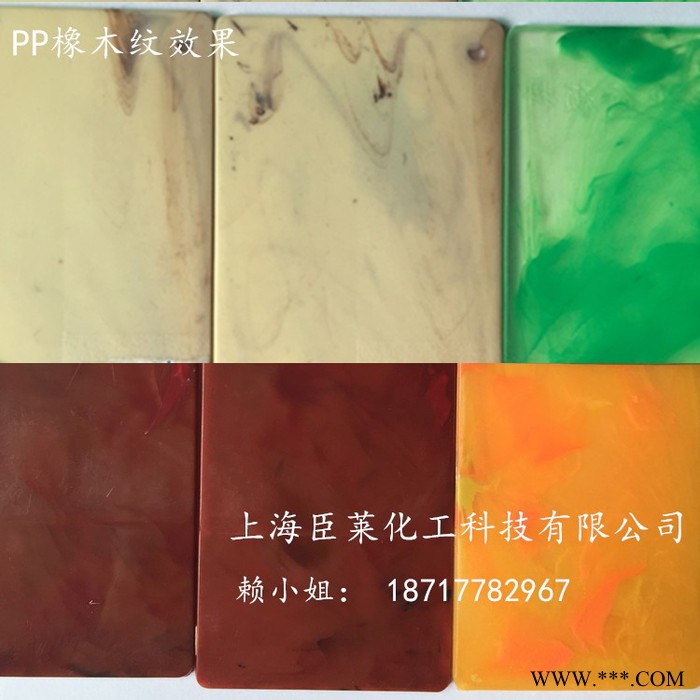
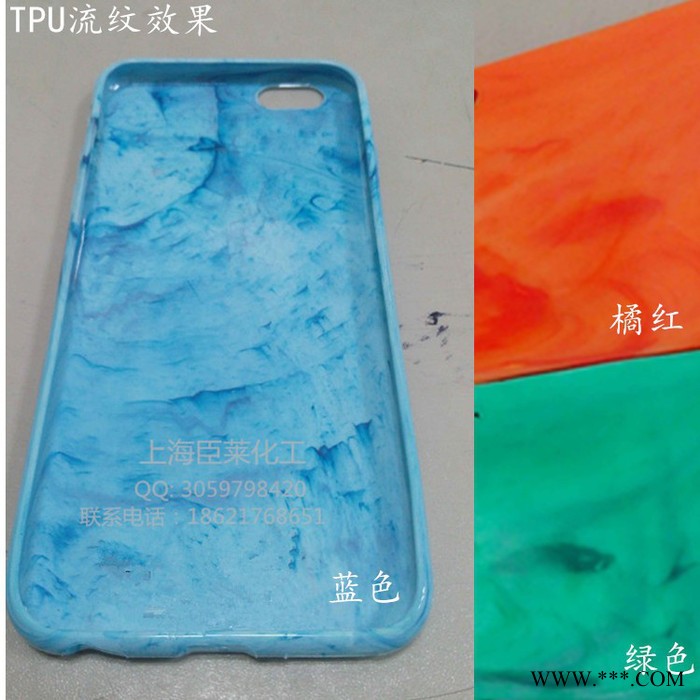
| 功能 | 流纹效果 |
| 外观 | 颗粒状 |
| 颜色 | 定制 |
| 执行质量标准 | 行标 |
| 有效成分含量 | 99% |
| 有效物质含量 | 99(%) |
| 品牌 | 臣莱 |
| 参考配比量 | 4% |
| 适合塑料品种 | ABS/PP/PE/TPU等 |
| 应用工艺 | 注塑 |

流纹色母也叫大理石花纹色母、高温注塑流纹色母、迷彩色色母,鸡血红色母、青花瓷流纹色母、琥珀色色母、ABS流纹色母、塑胶挤出流纹色种 仿藤条色母粒、云彩效果色母粒、云石色母料、斑纹色母粒、仿翡翠色母粒、花岗岩效果色母粒、塑胶凳子流纹色母粒、塑木纹色母粒

产品技术指标:
| 序号 | 项目 | 技术指标 |
| 1 | 外观 | 圆柱状颗粒 |
| 2 | 耐温性 | 160-200℃
|
| 3 | 高温挥发性 | < 0.3%
|
| 4 | 抗老化性能 | 视顾客要求
|
产品特性:
采用高相容性的材料,利用色母与原料之间的不同熔点和流动率,而产生自然的不规则条纹。
客户可以根据需要采用不同色彩的色母,搭配出更为精彩的颜色效果。
该系列产品可用于(ABS、AS、HIPS、GPPS、TPR、PP、PE等)载体和颜料、助剂均经过严格筛选,具有良好的分散性和耐高温,加工稳定性,高温挥发性低,并可改善结晶树脂的加工性。可供注塑挤出挤压工艺。
产品使用方法:
本公司流纹色母分为硬胶用与软胶用两类。
硬胶用:如ABS、CPPS、SAN、PMMA、AS、HIPS等,加工温度在220-240℃ 以下;
软胶用:如PP、PVC、HDPE、PE、TPREVA等,加工温度在170-200℃ 以下
用一般的注塑加工条件,再视结果调整操作条件,按规定配比与本白料混合均匀烘干后即可使用。
添加比例:添加比率依产品需求而订(面积小添加多,面积大添加少)
常规比例为:1:25 = 4%(因材料和制品种类而不同)可以自行调整比例。
参考比例:0.5%—4%用户也可按照产品色泽要求自行调配。建议透明效果:0.5%-1.5%:半透明:1.5%-2%:不透明效果:2%-4%
流纹色母成型应注意事项:
首次试料时机台温度建议先设定在使用原材料的适温范围.
需确定的机台温度达到后才进行下料生产.
待出5~8模后,看其成品所显现的纹路效果情况,如未达理想效果时再行调整:如纹路少并有颗粒状况时,请调高(约5~10℃)温度.如效果快熔成无纹状况时,请调降(约5~10℃)温度.无论调高或调降后,一样需待5~8模后再看其效果是否达成.机台成型温度越高则纹路越细(上下温差大约在±5~15℃)料管的置料时间也会影响到产品的效果:故如遇停机后,需待温度到达时,将料管中的置留原料洗净后再行生产.射速及压力在于控制纹路的位置.
因色母的比重较重,如纹路效果的分散均集中在外围四周(即靠近进胶点部分纹路较少时),请将射速调慢或将压力第一段调低及第二段调高即可
※温馨提示:
1.关于轴心转速的设定,软胶级流纹需设定慢速,硬胶级流纹需设定中上的转速。
2.当流纹的纹路效果调整出来后,较低的加工温度可产生较粗的纹路效果,反之,较高的加工温度可产生较细的纹路效果。如果流纹效果不明显,色母成颗粒状,可适当的提高加工温度和加大背压及调高射嘴温度:反之如果流纹效果太幼,太密、可适量降低加工温度,放小背压等加工条件。
本系流纹色母在特殊的加工条件下,可进行烘干,烘干温度在90-100℃之间进胶点的大小会影响条纹的效果(粗细),所以进胶点不能太小。
3.射出机因为有料停在料管之情形,所以加工温度设定较压出机为低。
※实际操作温度会因原料种类,机型使用之模具而有所差异。
※因客注塑机加工温度段长短不一致,流纹效果根据个人喜欢可调节射压或背压获取满意的效果。
包装储存:
1、包装:25kg/袋纸塑复合袋
2、贮运:按非危险品贮运,存放于通风干燥仓库

可应用于各种电器罩、电器外壳、日用塑胶制品、饮水机外壳、手机壳、百叶窗帘、玩具、塑料家具、木地板、工艺饰品、文化用品、儿童用品、装饰用品、首饰、项链、食品容器、透明或半透明产品等领域;尤其是出口欧美的产品,挤出型材等产品染色。