









| 叶轮数目 | 1~30 |
|---|---|
| 汽蚀余量 | 1~80(m) |
| 结构原理 | 喷射泵 |
| 轴功率 | 1~90 |
| 材质 | 铸铁 |
| 功率 | 10KW |
| 规格 | IHF32-25-125,IHF32-25-125A,IHF32-25-160 |
| 级数 | 单级 |
| 流量 | 1~800(m3/h) |
| 排出口径 | 50~800(mm) |
| 吸入口径 | 50~800(mm) |
| 性能 | 变频 |
| 扬程 | 1~500(m) |
| 用途 | 管道泵 |
| 转速 | 2900 |
| 泵轴位置 | 边立式 |
| 叶轮结构 | 封闭式叶轮 |
| 叶轮吸入方式 | 单吸式 |
| 品牌 | 工洲 |
| 型号 | IHF系列 |







1、质量可靠,使用寿命长 2、运行稳定,少去操心 3、服务周到,维护及时

【IHF型衬氟塑料离心泵】产品简介:
lHF型氟塑料增强合金化工离心泵系上海伽利略Galileo泵业有限公司技术人员按IH不锈钢化工泵图样泵体、泵盖接触液体的部分采用氟塑料增强合金衬里压制,叶轮、轴套、叶轮螺母等过流部件均采用氟塑料增强合金压制,其性能、连接安装尺寸与lH型泵保持不变。
IHF化工泵为单级单吸悬臂式离心泵。其标记、额定性能点和尺寸等效采用国际标准IS02858-1975(E)、是取代F型耐腐蚀离心泵的节能,更新换代产品。能满足化工流程中输送有腐蚀性粘度类似于水的液体。
【IHF型衬氟塑料离心泵】型号意义:

【IHF型衬氟塑料离心泵】技术参数:
流量:6.3~400m3/h;
扬程:5~132m;
转速:2900、1450r/min;
功率:0.55~110KW;
进口直径:50~200mm;
最高工作压力:1.6Mpa。
【IHF型衬氟塑料离心泵】产品特点:
IHF型衬氟塑料离心泵的泵体采用金属外壳内衬聚全氟乙丙烯(F46)、叶轮和泵盖均采用金属嵌件外包氟塑料整体烧结压制成型,轴封采用外装式波纹管机械密封,静环选用99.9%氧化铝陶瓷或碳化硅,动环采用四氟填充材料或碳化硅。其特点是该泵结构先进合理,耐腐蚀强,密封性能严密可靠,工作稳定,噪声低,使用寿命长。
【IHF型衬氟塑料离心泵】产品用途:
IHF型泵为单级单吸式氟塑料合金化工离心泵,是按国标设计并结合非金属泵的加工工艺设计生产的。该泵具有耐腐、耐磨、耐高温、不老化、机械强度高、无毒素分解、使用温度宽,输送介质温度为-85C~200。C等优点。该泵广泛适用于化工、制药、石油、冶金、电力、电镀、酸洗、农药、造纸等行业中液体输送、废水处理和加酸等工艺流程。本泵可输送任何浓度的硫酸、盐酸、硝酸、醋酸、、王水、强硷、强氧化剂、有机溶剂等强腐蚀性介质的使用,是目前最先进的耐腐蚀装备之一。
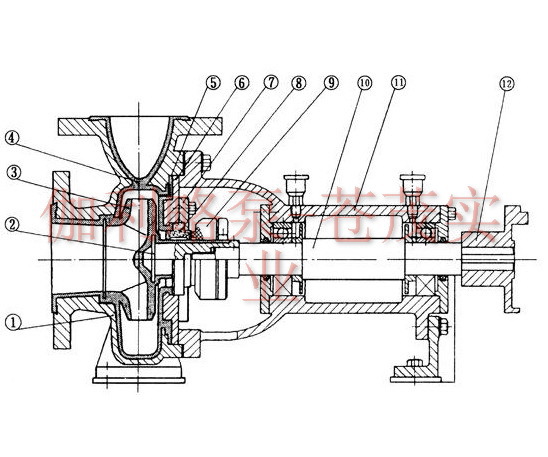
【IHF型衬氟塑料离心泵】结构图:
| 序号 | 名称 | 材质 | |
| 1 | 泵体 | HT200 | |
| 2 | 叶轮骨架 | 45#钢 | |
| 3 | 叶轮 | 聚全氟乙丙烯 | |
| 4 | 泵体衬里 | 聚全氟乙丙烯 | |
| 5 | 泵盖衬里 | 聚全氟乙丙烯 | |
| 6 | 泵盖 | HT200 | |
| 7 | 机封压盖 | 1Crl8Ni9Ti | |
| 8 | 静环 | 99.9%氧化铝陶瓷 | |
| 9 | 动环 | 填充四氟乙烯 | |
| 10 | 泵轴 | 3Crl3 | |
| 11 | 轴承体 | HT200 | |
| 12 | 联轴器 | HT200 |
【IHF型衬氟塑料离心泵】性能参数:

【IHF型衬氟塑料离心泵】性能曲线图:
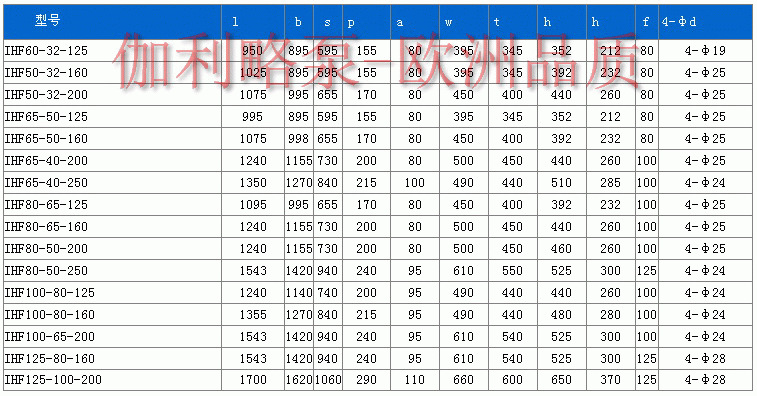
【IHF型衬氟塑料离心泵】安装尺寸:

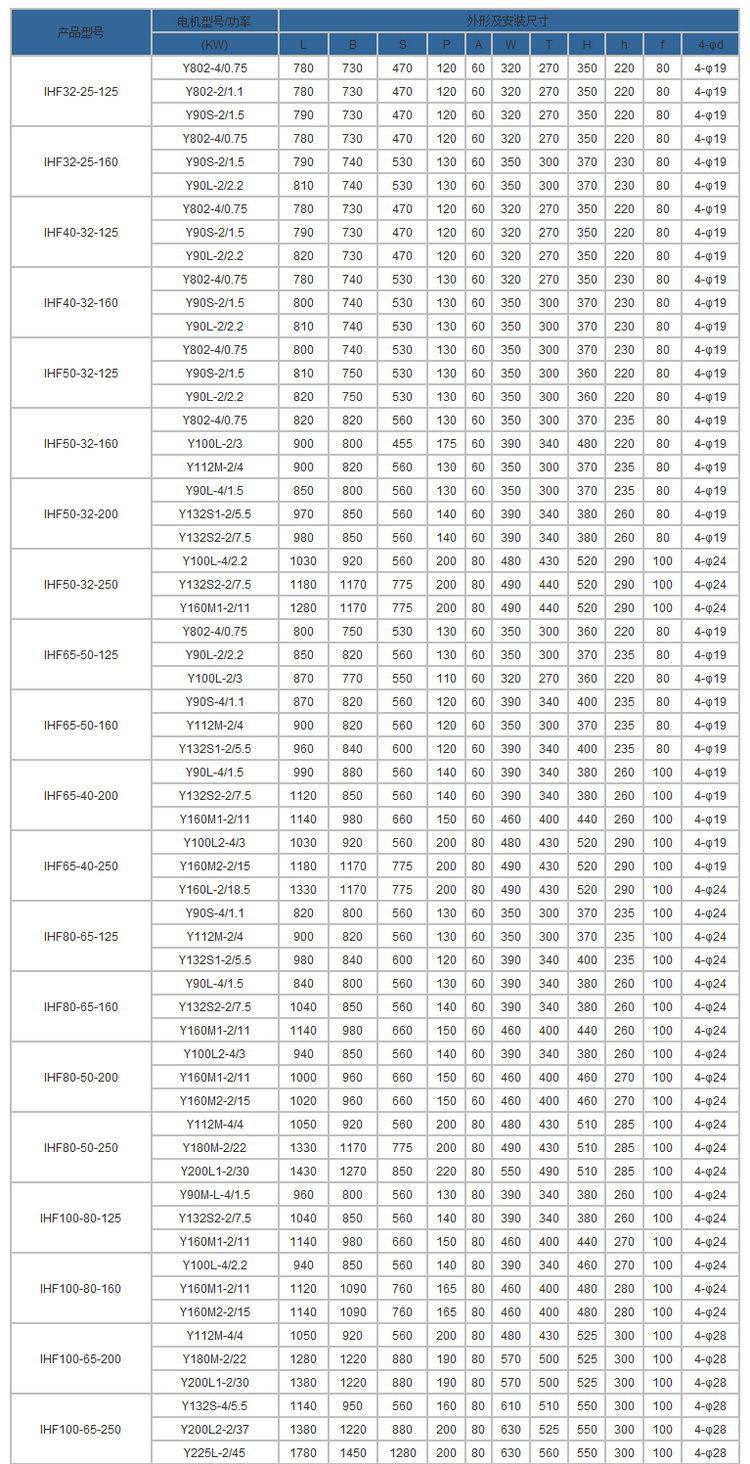
(安装图仅供参考,如需确切尺寸请来电索取CAD图)
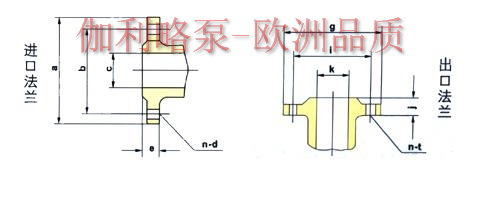
【IHF型衬氟塑料离心泵】安装示意图:

【IHF型衬氟塑料离心泵】安装注意事项:
1、泵的安装是否合理,对泵的正常运行与使用寿命有极其重要的影响,故安装和校正必须仔细进行。
2、对照安装尺寸预埋好底脚螺栓,做好混凝土基础工作。
3、待基础水泥凝固后,将泵安装基础上,应用水平仪检查泵和电机轴的水平情况,如不水平,应用垫铁调正直至水平,调妥后拧紧底脚螺母,
4、检查泵的转动部件是否有卡住擦碰现象,应严格检查泵轴与电机的同轴度,可用薄片调整使其同心,最后用手转动联轴器,转动轻松均匀无擦碰现象则为正常。
5、泵的吸入和吐出管路应有各自的支架,不允许管路的重量直接由泵来承受,以免把泵压坏,
6、泵的安装位置高于液面(在泵的吸程允许范围内)时,应在吸入管路端部安装上底阀,并在排出管路上设置灌液螺孔或阀门,供泵起动前灌液之用;泵的安装位置低于液面时,应在吸入管路上按装控制阀门和过滤装置,以防止杂物吸入泵内,过滤面积应大于管路面积的3-4倍。
7、扬程高的泵在出口流量控制阀门的外端管路上还应安装逆止阀,以防止突然停机时的水锤破坏。
8、必须保证泵的安装高度符合泵的汽蚀余量,并考虑管路损失及介质温度。
【IHF型衬氟塑料离心泵】运行与保养:
泵的起动、运转与停止
1. 泵起动前应将泵内灌满加足输送的液体,严禁无液起动。
2. 关闭出口阀门,接通电源后马上检查泵的转向必须按泵的转向箭头一致,严禁逆向运转,
3. 泵起动后达到正常转速时,再逐渐打开出口阀门,并调节到所需要的工况投入运行。在吐出管路上的阀门关闭情况下,泵连续工作的时间不能超过3分钟。
4. 停机时应先将出口的阀门关闭,然后再切断电源。
维修与保养
1. 定期检查泵和电机,更换易损零件。
2. 经常注意对轴承箱加注优质钙基润滑脂,以保下轴承良好的润滑状态。
3. 长期停机不使用时,除将泵内腐蚀性液体放净外,更应注意各部件及泵内流道的清洗干净,并切断电源。
4. 泵严禁空载运转。
5. 介质中如含有固体颗粒时,应在泵入口处须加过滤器。
【IHF型衬氟塑料离心泵】故障原因及排除方法:
| 故障现象 | 原因分析 | 排除方法 |
| 泵不出液体 | 1.电机转向不对 | 1.调整转向 |
| 泵不吸液体 | 1.底阀没有打开或堵塞 | 1.校正或更换底阀 |
| 泵流量不足 | 1.叶轮损坏 | 1.更换叶轮 |
| 泵扬程不足 | 1.叶轮损坏 | 1.更换叶轮 |
| 噪音或振动 | 1.泵轴与电机轴不同心 | 1.校正泵与电机同轴度 |
| 轴承温升过高 | 1.轴承损坏 | 1.更换 |
| 泵泄漏 | 1.机械密封件损坏 | 1.更换 |
声明:由于产品一直在更新,本文中所有文字、数据、图片均只适用于参考,IHF型衬氟塑料离心泵性能参数、IHF型衬氟塑料离心泵使用场合、IHF型衬氟塑料离心泵材质要求、IHF型衬氟塑料离心泵结构、IHF型衬氟塑料离心泵安装尺寸以及IHF型衬氟塑料离心泵的价格等详情,我们一定会尽心尽力为您提供优质的服务。












木箱、泡沫或纸箱包装,因本泵属于重物只能发物流(需到物流站自提),其它疑问请联系我们。

以上价格含17%税,上海苍茂实业为一般纳税人能开17%增值税专用发票,开票请提供开票资料。

售后服务承诺
1.产品提供免费维修一年,免费维保期间内如发生非人为原因引起的损坏(不可抗力原因除外),上海苍茂实业将及时免费更换和修理。
2.产品实行终身包修,免费保修期满后买方如委托上海苍茂实业进行维护保养,上海苍茂实业将对设备进行维护更换件(出厂价),并详细列出维保内容。
3.上海苍茂实业本着以客户利益为第一,想客户所想、急客户所急,尽己所能满足客户的要求,做好售后服务。
产品品质承诺
1.上海苍茂实业对产品的质量及交货期负责,产品交货之日起质保期为一年(易损件三个月),终身维护。对于产品质量引起的后果,上海苍茂实业承担相应的责任。如因操作不当引起的后果,上海苍茂实业将以最低成本价对设备进行维护。
2.对所有分供方都进行考察、评审,所有产品的采购都只在合格分供方进行。对分供方所提供的原材料、外购件、外协件都需经过严格复查,检验合格后方准入库;
3.产品制造严格执行“双三检”制度,不合格零件不转序、不装配、不出厂;
如还有其它疑问请联系我们:
总机:400-669-6667
联系电话:021-51029332