





打造中国尼龙****
天源尼龙是一家专业从事工程塑料〔主要是PA系列〕研发、改性、生产、销售和服务的高新技术企业。经过近 10 年的发展,公司目前拥有 厦门和芜湖两个生产基地,其中工业园占地近60亩,年产尼龙切片及工程塑料原料改性料 3万多吨,产值5个多亿。是市重点骨干企业。
公司全部为全新料改性且公司有自己独特的改性配方及生产工艺,从而保证了产品质量,又由于成本的控制,价格**市场同类产品。同时公司拥有自己开拓的品牌—天源尼龙,并在市场上树立了良好的口碑,得到客户的认可。
目前主要产品为PA6 、 PA66增强、阻燃、耐寒、增韧等。公司拥有完整、科学的质量管理体系。天源尼龙诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。
公司以“真、实、诚、利”为经营理念,为客户提供高品质的产品,更加实惠的价格,在真诚用心服务的基础上为客人创造更大的利益,从而实现互利双赢、而利天下。



产品名称:
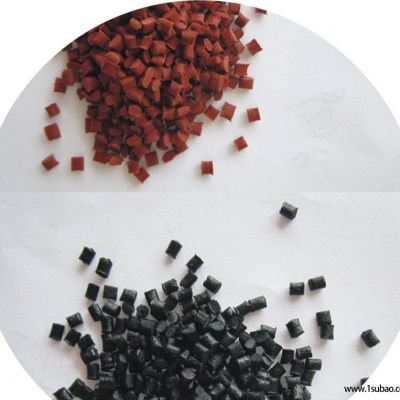
尼龙6
全新料
加
20%
玻纤改性增强 无卤阻燃VO 环保 (黑/红)
产品特征:环保、(黑/红)、韧性好、强度好 、耐磨、 高抗冲 可代替进口新料
(如杜邦、巴斯夫等)
所属分类:尼龙6增强阻燃
包装规格:25kg/
袋
适用厂家:电子电器,汽车配件,齿轮轴承,拉链,桌椅,塑胶模具,玩具,灯饰,工艺制品,电线等尼龙塑胶制品厂等。
产品说明:
我司长期供应
尼龙6、66全新料
加
15、 30 、40、50%
玻纤改性料
质量保证 货源稳定 价格实惠 月供应现货3000
吨。
○ 请在购买前仔细阅读产品说明,购买前同掌柜确认产品的具体细节;○ 本店物品均为实物拍摄,但因光线与电脑显示等原因,色差不可避免,以实际收到的商品为准;
○ 我们承诺商品质量合格,品质高低与价格挂钩;
○ 烦请买家付款后请及时联系掌柜,以便尽快核对发货;
○ 我司上架原料库存充足,支付前请确认是否有货,以免影响采购心情,带来不必要的纠纷;
○ 本公司原料售后的注塑加工由客户负责,如需帮助,我公司技术部将竭尽所能与您共同协商处理;
○ 塑胶原料价格因受国际和国内石化工厂影响,故价格浮动较大,发布产品的价格仅供参考!
交易方式
≡≡
本公司货款和运费支持支付宝,现金,银行对公帐号转账等交易方式
≡≡
退换货问题
● 中国网库是不支持7
天无理由退换的,请大家注意了;● 已确认收货的交易订单如需退货请来电或协商;● 购买本公司产品后有注塑加工的原料不可以退换货!开包或换包的不退,我
们在承诺原期限内发货,但对承运人效率无法作出保证,如物流快递超出3
天,货运超出
5
天,请联系我们;♦ 货物签收前,请不要拆外包装,应先仔细检查原料的外包装是否完好及原料型号是否与您所订购原料型号相匹配;
♦ 如有差异请拒绝签收,并及时同掌柜联系;
♦ 如果没有检查签收后提出货品有数量差异的,按照邮政法规定快递公司将不承担相应检查偿责任,卖家也视买家如数收到货品
♦ 如有质量问题请及时与掌柜联系!
注
:每批货在发货前我们都有专人负责检查,但很难免有货物在装卸货与物流时出现问题。若产品包装袋等出现此类问题,希望您及时和我们联系!我司会用*合理的方式解决问题。我们会给您满意的答复!
★ 样板料(
发货地:广东省
-
东莞市
-
东莞市
)
:首重
2.00
公斤
8.00
元;每增加
1.00
公斤,增加运费
2.00
元;★ 本公司货款和运费支持现金,银行转账交易;★ 货物签收前,请不要拆外包装,应先仔细检查原料的外包装是否完好及原料型号是否与您所订购原料型号相匹配;★ 我们在承诺期限内发货,但对承运人效率无法作出保证,如物流快递超出
3
天,货运超出
5
天,请联系我们;★ 本公司原料售后的注塑加工由客户负责,如需帮助,我公司技术部将竭尽所能与您共同协商处理;【优质物流合作商】:顺丰速运、
EMS
邮政、申通快递、德邦物流、城市之星物流和货运专线服务等;★★★ 塑胶原料价格因受国际和国内石化工厂影响,故价格浮动较大,以上价格仅供参考。如需请来电咨询或确定。谢谢合作!★★★
付款方式:
买家先选择支付方式(如网上银行、快捷支付、支付宝余额等)付款到支付宝,支付宝担保货款安全;当买家收到货品并
确认后,再由支付宝打款给供应商。如逾期未收到商品或商品不符合要求,买家可以提出退款申请以保障自身权益。
请各位购买前务必看清以上协议,如有意见请在购买之前向我们提出,一旦购买表示您已同意以上条款,立即起效。
尼龙生产注意事项
干燥处理
:由于尼龙很容易吸收水分,因此加工前的干燥处理特别要注意。*
若材料是用于供应防水材料包装的,容器应保持密闭。
*
若湿度大于
0.2
%,建议在
80
℃以上的热空气中干燥
16
个小时。
*
如果材料空气中暴露超过
8
小时,建议进行
8
小时以上
105
℃的真空烘干。
熔化温度
:210~280
℃,对于增强品种为
250~280
℃。
流道和浇口
:由于尼龙的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于 0.5*t
(这里
t
为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的*小直径应当是
0.75mm
。
模具温度
:80~90
℃。模具温度明显地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为
80~90
℃。薄壁流程较长的塑件,建议施用较高的模具温度。增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。如果壁厚大于
3mm
,建议使用
20~40
℃的低温模具。对于玻璃增强材料模具温度应大于
80
℃。
注射压力
:取决于材料和产品的设计(一般在750~1250bar
之间)。
注射速度
:高速(对增强型材料要稍微降低)
'